Комплекс автоматической дуговой сварки КДС-134
Автоматизация сварки неплавящимся электродом в защитных газах продольных и кольцевых швов обечаек из алюминия и его сплавов Ø200…1250 мм толщиной 2,5…5 мм с последующим контролем сварных соединений на соответствие нормативной документации (НД).
Виды применяемого контроля сварных соединений:
• визуальный и измерительный контроль
• радиографический контроль по ГОСТ 7512
• испытания на прочность воздушным внутренним давлением 2,2+0,1 кгс/см2 в течение 5 минут
• испытания на герметичность масс-спектрометрическим методом способом вакуумирования
смесью гелия с воздухом (80% гелия) давлением 1,6+0,1 кгс/см2
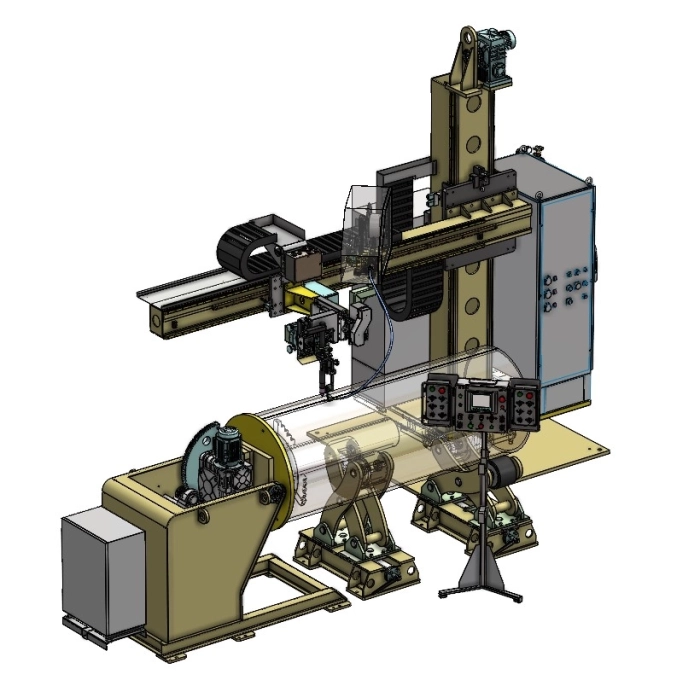
Для сварки продольных и кольцевых швов используется сварочная колонна с установленной на неё сварочной головкой, сварочный манипулятор и два поддерживающих люнета ножничного типа, а также универсальный источник питания сварочной дуги инверторного типа для сварки на переменном и постоянном токе.
- Высокая производительность сварки
- Широкий диапазон диаметров изготавливаемых труб
- Сварочная колонна – специальной конструкции (с ограниченными ходами, с заменой традиционного горизонтального перемещения сварочной головки при помощи движения консоли движением дополнительной каретки), что даёт возможность размещения комплекса в малогабаритном производственном помещении небольшой высоты
- Функция автоматического выставления стартового зазора между электродом и изделием обеспечивает качественный высокочастотный поджиг сварочной дуги
- Система автоматического регулирования напряжения на дуге (АРНД) гарантирует стабильное поддержание длины сварочной дуги на протяжении всего шва
- Система поперечных колебаний сварочной горелки с задаваемой амплитудой и скоростью позволяет получать качественные сварные соединения с коэффициентом формы шва в широком диапазоне значений
Параметры свариваемых изделий:
Диаметр трубы – 200…1250 мм
Толщина стенки – 2,5…5 мм
Длина трубы – до 2000 мм
Масса трубы – до 1000 кг
|
Наименование параметра |
Величина параметра |
|
Напряжение трёхфазной питающей сети частотой 50 Гц, В |
380+5%-10% |
|
Потребляемая мощность, кВА, не более |
35 |
|
Диапазон перемещения консоли по вертикали, мм |
1700 |
|
Диапазон перемещения каретки по горизонтали, мм |
2100 |
|
Скорость подъёма консоли, м/мин |
0,8 |
|
Скорость перемещения каретки по горизонтали, м/мин |
0,1…1,9 |
|
Ход механизированного поперечного суппорта, мм |
120 |
|
Ход механизированного суппорта системы АРНД, мм |
120 |
|
Ход механизированного суппорта системы колебаний, мм |
120 |
|
Диаметр планшайбы манипулятора, мм |
800 |
|
Скорость вращения планшайбы манипулятора, об/мин |
0,4…4 |
|
Скорость наклона планшайбы манипулятора, об/мин |
0,33 |
|
Грузоподъёмность дополнительного люнета, кг |
1000 |
|
Номинальный сварочный ток источника питания (ПВ=100%), А |
420 |
|
Диаметр присадочной проволоки, мм |
0,8…1,6 |
|
Скорость подачи присадочной проволоки, м/ч |
12…1200 |