Комплексы дуговой сварки под флюсом продольных швов труб КДС-138
Автоматизировать процесс производства сварных труб из малоуглеродистых и нержавеющих сталей наружным диаметром 377…1420 мм и длиной 600…6000 мм, толщина стенки 6…36 мм.
Сварка внутренних и наружных продольных швов под флюсом выполняются на разных рабочих местах, с помощью комплексов КДС-138-1 и КДС-138-2 соответственно.
Для сварки внутренних продольных швов используется стационарная сварочная колонна с подъёмом консоли и роликовый вращатель, секции которого размещены на единой тележке. Сварочное движение осуществляется перемещением тележки с роликовым вращателем, на который укладывается свариваемая труба.
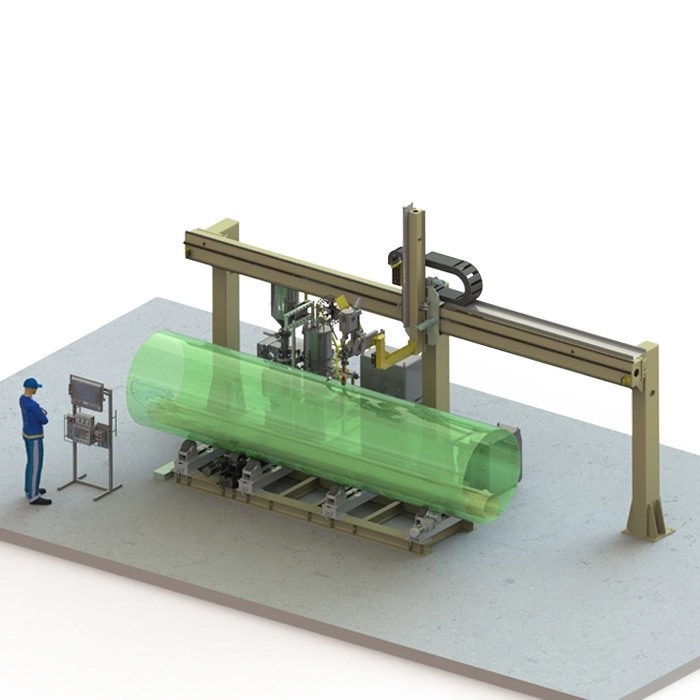
Для сварки наружных продольных швов используется стационарный сварочный портал и стационарный роликовый вращатель, секции которого размещены на общей раме. Сварочное движение осуществляется перемещением каретки портала.
- Высокая производительность
- Широкий диапазон диаметров и длин изготавливаемых труб
- Возможность сварки под флюсом изнутри труб малого диаметра (минимум – 365 мм)
- Оригинальная конструкция консоли КДС-138-1 гарантирует отсутствие её провисания при длине 6500 мм, несмотря на небольшое сечение консоли
- Для удобства работы оператора комплексы КДС-138-1 и КДС-138-2 имеют в своём составе системы видеонаблюдения с цифровыми камерами. Конструкция системы видеонаблюдения КДС-138-1 позволяет наблюдать за сварочным процессом внутри трубы Ø365 мм
- Специально подготовленный рельсовый путь обеспечивает сверхточное перемещение свариваемой обечайки вдоль рельсового пути
- Роликовые вращатели включают в свой состав по 5 роликовых секций для сохранения цилиндричности трубы в целом и равномерного распределения нагрузки от труб различной длины на неравномерно расставленные секции
- Флюсовая подушка позволяет сваривать изделия в широком диапазоне длин (от 600 до 6000 мм) за счёт системы регулируемого по длине прижима флюса к обратной стороне сварного шва
Параметры свариваемых изделий:
Диаметр трубы – 377…1420 мм
Внутренний диаметр трубы – не менее 365 мм
Длина трубы – 600…6000 мм
Толщина стенки – 6…36 мм
| Наименование параметра | Величина параметра |
| Напряжение трёхфазной питающей сети частотой 50 Гц, В | 380+5%-10% |
| Потребляемая мощность, кВА, не более | 80 |
| Давление воздуха в питающей магистрали, кг/см2, не менее | 5 |
| Высота подъёма (настроечное перемещение) сварочной головки, мм | 1000 |
| Вертикальный/горизонтальный ход головки, мм | 240/240 |
| Ход перемещения каретки, мм | 6500 |
| Скорость перемещения каретки (скорость сварки), м/мин | 0,06…2 |
| Номинальный сварочный ток источника питания (ПВ=100%), А | 1200 |
| Диаметр сварочной проволоки, мм | 2; 2,5; 3; 3,2;4 |
| Наименование параметра | Величина параметра |
| Напряжение трёхфазной питающей сети частотой 50 Гц, В | 380+5%-10% |
| Потребляемая мощность, кВА, не более | 80 |
| Давление воздуха в питающей магистрали, кг/см2, не менее | 5 |
| Вертикальный ход консоли c головкой, мм | 30 |
| Поперечный ход головки, мм | 30 |
| Ход вращателя на тележке по рельсовому пути, м | 10 |
| Скорость перемещения вращателя (скорость сварки), м/мин | 0,15…1,5 |
| Номинальный сварочный ток источника питания (ПВ=100%), А | 1200 |
| Диаметр сварочной проволоки, мм | 2; 2,5; 3; 3,2 |